

4.2φドリルで深さ18ミリの穴を開ける
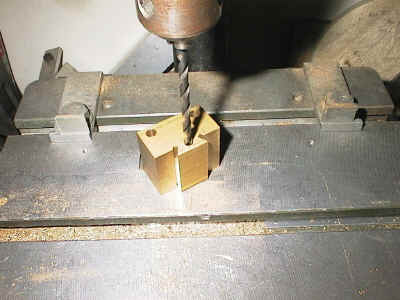
3.5φドリルで深さ16ミリの穴を開ける

同じく4.2φドリルで深さ8ミリ弱の穴を開ける
後の工程で、バイトが入るスペースを切削するわけですが、その際に機械にかかる負担を減らすため、この穴あけ工程で、ついでに肉抜きをしておきます。
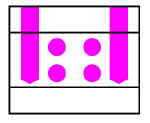 |
注意-肉抜き穴は内部で交差しないようにすること。 切削中にドリルが食い込んで非常に危険です。 |
真鍮材の穴あけについて
真鍮は非常に粘りのある金属のため、ドリルが突然食い込んでしまうことがあるので、あらかじめ刃先を殺したものを使用しますが、上記の穴あけなどでは位置決めの穴から一気に希望の太さにあけた方が良いです。
鉄・アルミなどの加工で定石となっている段階的に穴を広げていく方法ですと食い込む確率が非常に高く危険です。(経験談)
刃先を殺す
切れ刃を砥石でわずかに落とす。
(切削面に対して直角になるように)
![]()
![]()
![]()